电厂水轮机汽轮机轴瓦轴套专用耐磨耐高温锡基巴氏合金
轴瓦的材料为巴氏合金,是一种熔点很低的软金属。选用的焊丝与轴瓦材料相同,利用氧焊焰做热源自行熔制而成。焊丝的具体长度由计算得出,用巴氏合金轴瓦体积除以焊丝截面积,得出的数值再加上30%的余量。焊丝熔制后,用锉倒去棱角,除去表面氧化膜和轴瓦浇铸时注意事项如下 1、焊后处理表面检查,没有气孔、夹渣和未熔合为合格。采用刮削方法恢复其原始尺寸,并使用假轴检查刮削的效果 2、轴瓦表面的处理 对于*处于润滑油工况中的巴氏合金轴瓦,油分子已渗入机体,在焊接修复时,这些渗油的表面层阻碍金属间的熔合,故应做认真清理 3、预热保温巴氏合金轴瓦表面处理之后,要将它 预 热至150~180℃ ,然后放置在电炉或烘炉上,保持温度以减缓其在焊接修复时的冷却速度,这时要注意避免已处理过的轴瓦表面再污染。 4、轴瓦浇铸 巴氏合金轴瓦的熔点较低,底层钎接时,钎接温度不宜过高,否则非钎接部位的巴氏合金会产生过热或熔化。开始用角钢和焊炬进行熔焊。为确保焊道内不残留气孔和夹渣,每层焊道完成后,要进行重熔。并使用紫铜丝搅动熔池,以促进气孔和夹渣上浮。重熔时,焊炬和焊丝摆动方法以及速度与焊接时相同。 5、巴氏合金轴瓦氧化 巴氏合金易氧化,为保证焊接质量,每层焊道及重熔完成后,都要涂刷镀济溶液,并刷除焊道表面的氧化物和浮渣。当堆焊层的厚度过厚时,可采用多层焊,堆焊表面要比轴瓦原始表面略高。堆焊过程中应注意,在焊道与原始表面交界处不要产生咬边和未熔合等缺陷。
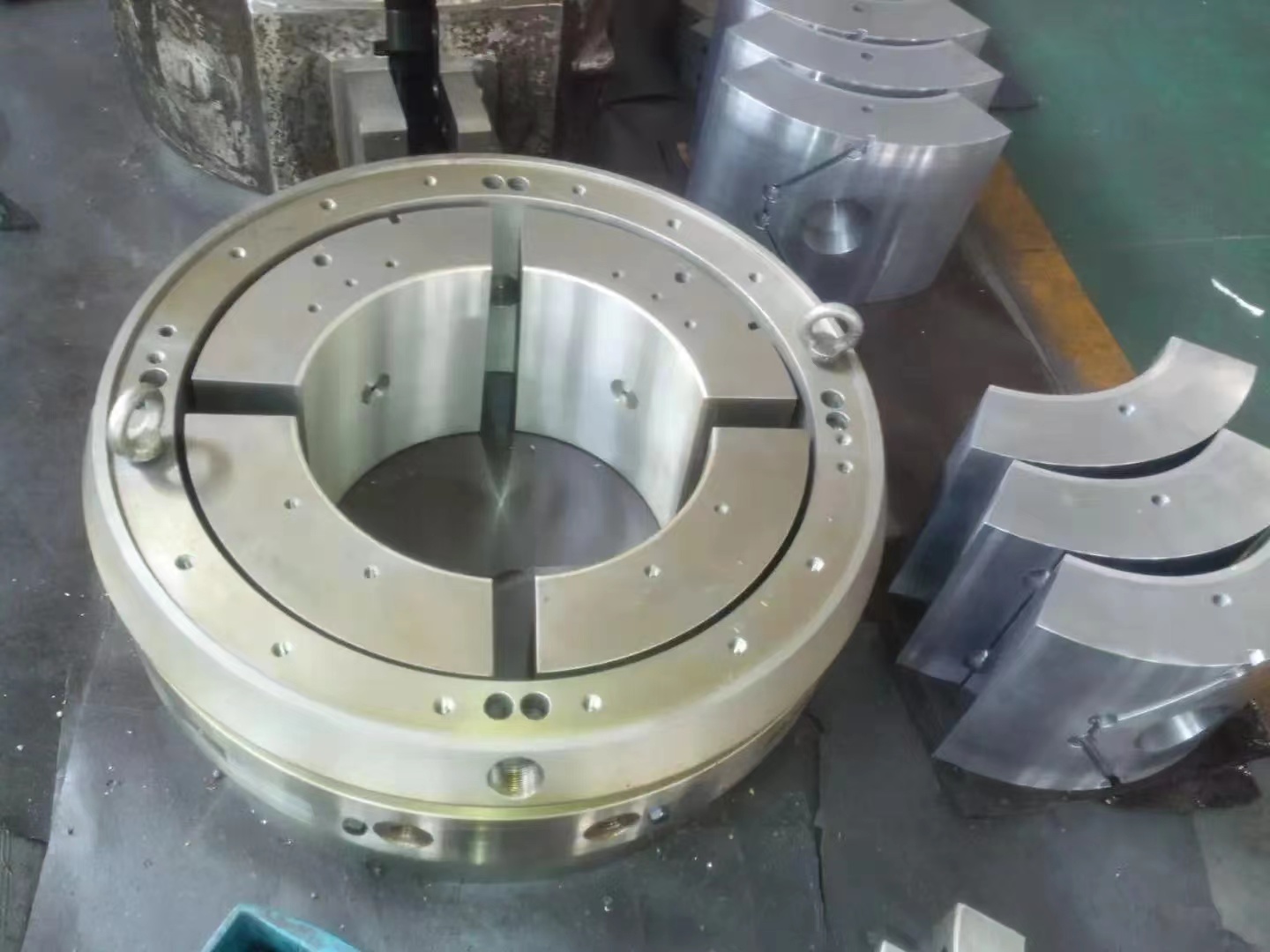
巴氏合金由于它的强度较低,一般都浇注在钢壳(钢背或铜基本体)上,制成双金属轴瓦。利用钢背材料增强合金的强度。在一定范围内合金层越薄承载能力越大。
为了使轴承合金与钢壳粘合牢固,在浇注前应把钢背清洗干净并进行挂锡。其工艺过程如下:碱洗→水洗→酸洗→水洗→沸水清洗→凃保护剂→涂溶剂-挂锡。同时模具预热,轴承合金熔化,Z终巴氏合金液浇注。